
Real-Time Ladle Tracking System Technology
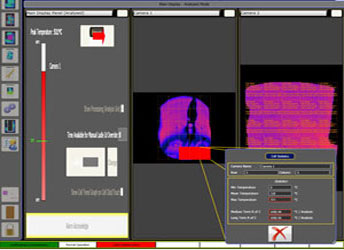
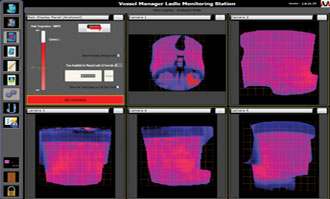
A real-time Ladle Tracking System (LTS) provides complete information on ladle operations including heat information, exact ladle position, ladle idle time, ladle life, exact contact time with hot steel, causes of delay and maintenance requirements. The ladle monitoring system detects exact arrival and departure time for each ladle at processing areas along with idle time analysis. From information supplied by the automation system, the LTS maps heat information, exact processing time and temperature profile for each ladle. The system captures all maintenance work performed on each ladle, providing clear understanding of ladle availability for future heats. Historical data helps supervisors analyze ladle profiles including ladle life, heat-wise history, and temperature profiles.
Passive RFID Tag Technology
The RFID tags used in our ladle management system are passive and utilize a modified form of the RFID reader's signal to transmit data. The tag reflects the RF signal transmitted by the reader and embeds its unique identification by modulating that reflected signal. The unique ID remains constant throughout the tag's lifetime. These tags can be read from several meters away without requiring line-of-sight with the reader. The system detection distance between sensors and antennas is optimized for steel plant environments, with effective range up to 30 meters.

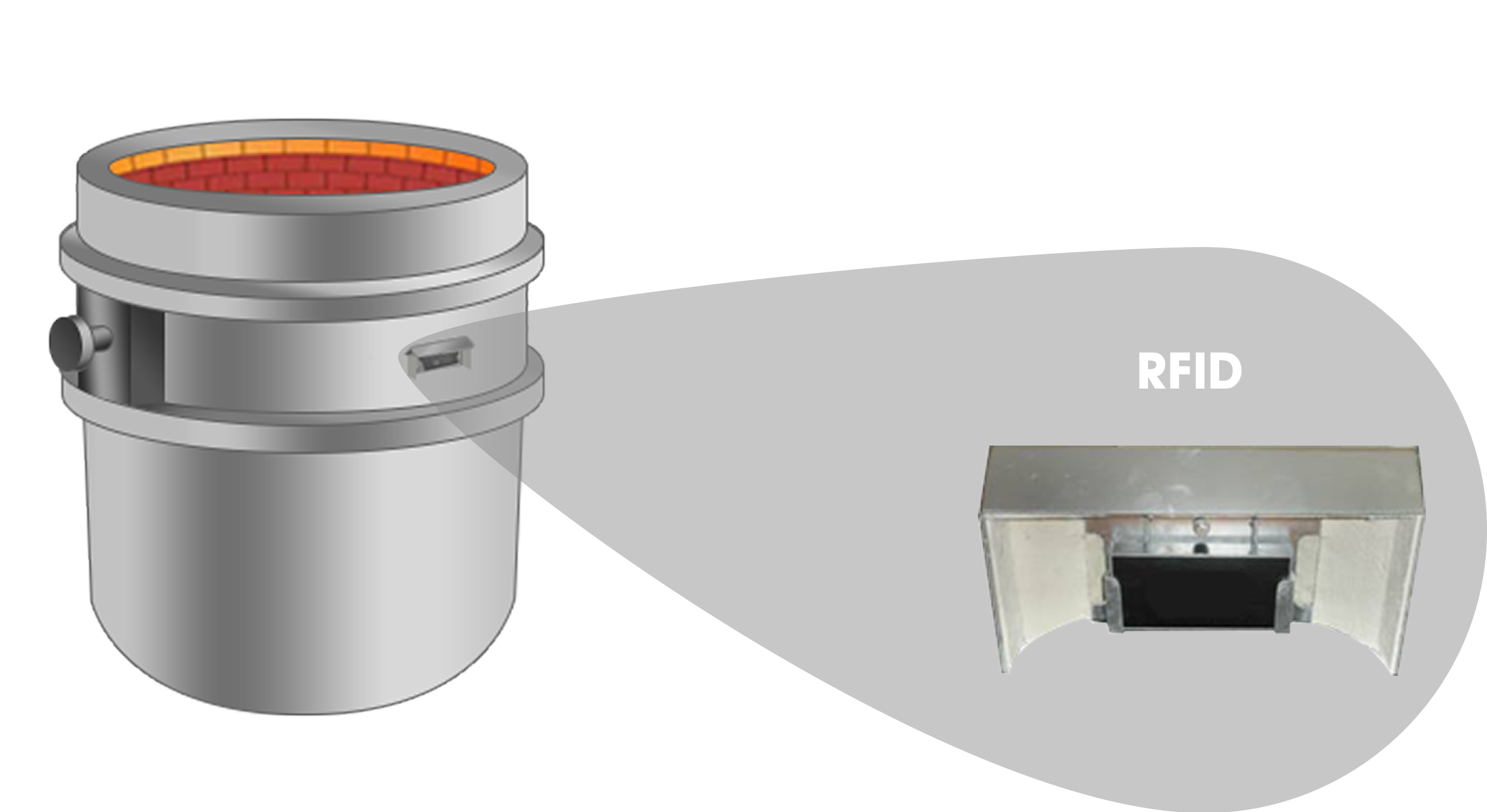
High-Temperature Protection Armor
To protect RFID tags from high temperatures and collisions, tags are installed inside specialized protective covers called "armor" which are welded to the ladle wall. The armor location depends on ladle wall temperatures and optimal positioning to avoid collisions and signal interference. This protective armor maintains sensor temperature within working levels for correct data transmission while protecting from collision damage, hot metal splashes, and slag. The armor is manufactured from special steel with multiple insulation layers on the internal side where the RFID tag is located.
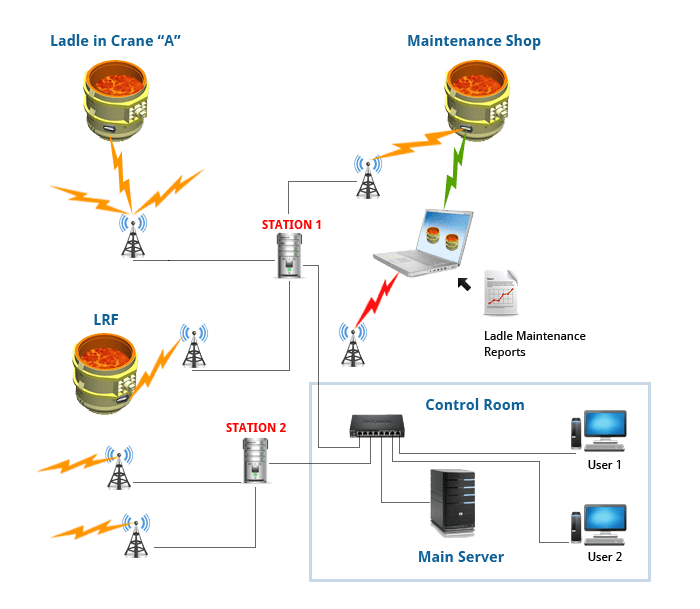
RFID Reader Stations
RFID readers are installed inside NEMA 12 enclosure stations that protect equipment from harsh steel plant environments. Stations feature forced ventilation to maintain RFID readers within working temperature ranges and include necessary electrical distribution for powering and protecting equipment. Each RFID reader can manage up to 4 different antennas, individually connected via coaxial cable. High gain directional antennas are oriented toward locations where ladles require detection.
Directional Antenna System
Antenna gain, measured in dBi (decibels relative to isotropic radiator), is selected based on cable length and maximum distance between antenna and ladle location. Typically 3dBi, 6dBi, 9dBi and 12dBi antennas are utilized. During installation, each antenna is carefully positioned, oriented and calibrated to cover defined plant areas called "spots." Typical spots in melt shops include tapping areas, cranes, ladle furnaces, ladle cars, caster turret arms, and pre-heaters.

- Movement analytics: Travel time and ladle movement statistics
- Plant visualization: Graphical plant mimic with real-time ladle movements
- Thermal protection: High-temperature armor for RFID tags
- Heat correlation: Track relationships between ladle, heat, and processes
- Status monitoring: Real-time status of all supervised objects and alarms
- Maintenance logging: Complete records of ladle maintenance operations
- Comprehensive reporting: Idle times, empty times, travel times analysis
- Scalable system: Expandable detection stations as per plant requirements
| Key Performance Indicator | Impact Direction | Operational Result |
|---|---|---|
| Idle Time | Decreased Optimized | Increased Ladle Life & Reduced Maintenance |
| Availability | Increased Enhanced | Enhanced Scheduling |
| Visibility | Real Time Live | Better Decision Making |
| Thermal Profile | Accurate Precise | Prediction of Ladle Lining Temperature |